您的位置>首页 >台湾本地产品动态 >
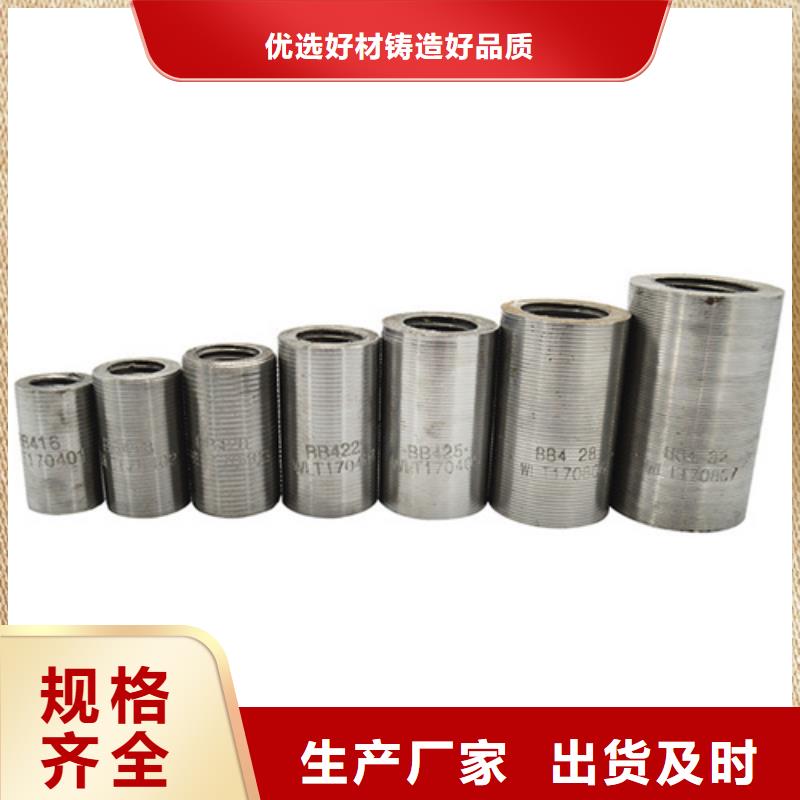
做工细致云海旭28新标准(41.5*62)套筒多年老厂
- 发布时间: 2024-05-09 07:13:44
- 产品报价: 1元/个
- 最小起订: 电议
- 供货总量: 电议
- 运费说明: 电议
以下是:做工细致云海旭28新标准(41.5*62)套筒多年老厂的产品参数
| 产品参数 |
|---|
| 产品价格 | 1元/个 |
|---|
| 发货期限 | 1-7 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 齐全 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
导读做工细致云海旭28新标准(41.5*62)套筒多年老厂,台湾云海旭金属材料有限公司为您提供最新做工细致云海旭28新标准(41.5*62)套筒多年老厂产品案例,联系人:马经理,电话:0635-8216616、13969576735,QQ:13969576735,发货地:经济开发区崂山路1号发货到台湾。 台湾省 中国台湾地区,是指台湾当局控制下的台湾省(包括台湾本岛与兰屿、绿岛、钓鱼岛等附属岛屿及澎湖列岛),以及福建省的金门、马祖、乌丘等岛屿,陆地总面积3.6万平方公里。台湾地区行政区划包括:台北、新北、桃园、台中、台南、高雄6个台湾当局“直辖市”,基隆、新竹、嘉义3个市,新竹、苗栗、彰化、南投、云林、嘉义、屏东、台东、花莲、宜兰、澎湖、金门、连江(马祖)13个县。
台湾28新标准(41.5*62)套筒多年老厂
云海旭金属材料有限公司
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—100%,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。
套筒多年老厂")
钢筋套筒但应注意:端面顶紧与螺纹螺尾处大径自锁之间的区别。根据上述分析,钢筋下料端面是否平直是滚轧直螺纹钢筋连接丝头制作质量控制的第1道重要工序,也是大多数使用单位容易忽视的一个重要环节。在钢筋下料时除应注意下料方法外,还应注意钢筋待加工丝头螺纹出现弯曲时应调直,钢筋弯曲会造成钢筋丝头螺纹出现不完整的螺纹超差,不仅影响了钢筋丝头的外观质量,严重时候还会对接头的承载能力也会有一定的影响。 钢筋套筒怎样操作可避免松动现象发生呢?1、机械防松:机械防松是用止动件直接限制螺纹副的相对滚动。如选用开口销、串连钢丝和止动垫圈等。由于止动件没有预紧力,螺母松退到止动位置时,防松止动件才能起作用,因此,这种方法实际上不防松而是避免脱落。
套筒多年老厂")
套筒多年老厂")
总结 做工细致云海旭28新标准(41.5*62)套筒多年老厂_台湾云海旭金属材料有限公司,固定电话:13969576735,移动电话:0635-8216616,联系人:马经理,QQ:13969576735,经济开发区崂山路1号 发货到 台湾。



套筒多年老厂")
套筒多年老厂")

